Combining great strength with outstanding corrosion resistance, 17-4 PH stainless steel—also known as UNS S17400—is a precipitation-hardening kind of stainless steel. The alloy’s unusual qualities stem from its mostly composed of around 17% chromium, 4% nickel, and 4% copper. Because of its exceptional mechanical attributes and resistance to hostile surroundings, this material is extensively used in many different sectors, including aerospace, petrochemical, oil and gas, and medical equipment. Preference hardening, a heat treatment technique that greatly increases the strength and hardness of the alloy, is represented by the “PH” label. It is well known in the USA .
Advantages of 17-4 PH Stainless Steel
- High Strength and Hardness:
17-4 PH is appropriate for use with strong materials as heat treatment allows one to get high degrees of strength and hardness. After proper age, it may have yield strengths ranging from 100 ksi.
- Corrosion Resistance:
Excellent resistance to several corrosive environments—including both oxidizing and reducing atmospheres—is given by the high chromium concentration. This makes it perfect for uses where corrosion might be a major issue.
- Ductility and Formability:
17-4 PH maintains high ductility despite its strength, which enables simple machining, welding, and forming into intricate forms free from cracking danger.
- Versatile Applications:
Strength and corrosion resistance combine to make this material a favored choice for parts in aerospace applications like landing gear and shafts, as well as valves and pumps.
- Good Weldability:
Unlike some other high-strength alloys, 17-4 PH can be welded using conventional procedures, therefore allowing its usage in a range of building operations without affecting its mechanical qualities.
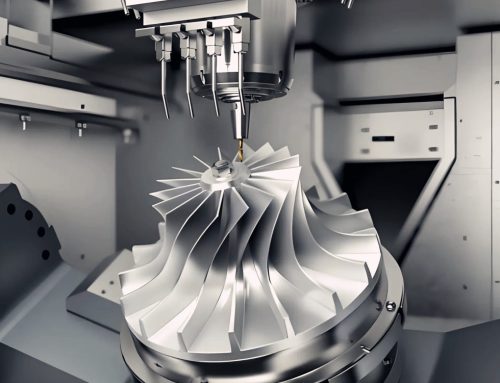
CNC Machining of 17-4 PH Stainless Steel
Computer numerical control, or CNC, machining is a technique wherein computerized controls run machine equipment. Achieving the best results from machining 17-4 PH stainless steel depends on numerous important factors.
Key Considerations
- Material Properties:
Crucially, one should know the mechanical characteristics of 17-4 PH under many heat treatment conditions (solution annealed and precipitation hardened). These states may have somewhat different machining behavior and final characteristics.
- Tooling Selection:
Selecting cutting equipment is crucial. Preference is for tools fashioned from materials like carbide or high-speed steel (HSS). Coated tools may lower friction and extend tool life; examples of these are TiN or TiAlN .
- Cutting Speeds and Feeds:
Change feed rates and cutting speeds depending on tooling and machine capacity. A cutting speed of 100–150 SFM (Surface Feet per Minute) provides a broad basis for milling operations. Maximizing productivity and reducing tool wear depend on optimizing these settings.
- Coolant Use:
Machining depends on effective cooling. Using a flood coolant or mist system helps control heat production, lower tool wear, and enhance surface finish.
- Chip Management:
Maintaining machining efficiency depends on correct chip management. The material may generate lengthy, stringy chips; hence, using chip breakers or developing equipment to produce shorter chips can improve the machining process.
Machining Techniques
- Turning:
While a cutting tool travels linearly to remove material, the workpiece is rotated in this process. Achieving desirable tolerances for turning 17-4 PH depends critically on keeping a constant cutting speed, employing a stiff setup, and maintaining a consistent cutting speed.
- Milling:
From a stationary workpiece, this method removes material using revolving cutting tools. Commonly used are both face and end milling; good chip control and surface quality depend on utilizing the correct tooling shape.
- Drilling:
Making holes calls both proper drill type and speed selection. Particularly in deeper hole situations, peck drilling may aid in reducing heat accumulation.
- Grinding:
Often employed for finishing tasks, grinding offers tighter tolerances and more even surface finishes. The quality of the output may be much enhanced by making sure the grinding wheel is appropriate for uses involving stainless steel.
- Electrical Discharge Machining (EDM):
Machining intricate forms in hard materials like 17-4 PH calls for EDM to be especially effective. By eroding material using electrical discharges, this non-contact approach enables complex designs free from major stress on the workpiece.
Heat Treatment Processes
- Solution Annealing:
Usually carried out at temperatures about 1900°F (1040°C), this technique holds the material at high temperature to dissolve carbides and encourage a homogeneous microstructure. Retaining the desired austenitic structure depends on fast cooling—typically by quenching in water.
- Aging:
The material is aged for several hours at around 900°F (480°C) after solution annealing. This method greatly increases the material’s strength and hardness by encouraging the precipitation of hardening phases. One may change ageing durations and temperatures to get the desired mechanical characteristics.
- Stress Relieving:
A stress relief operation at about 1100°F (593°C) may help to reduce residual tensions that can arise during milling. This stage allows the final elements to have better dimensional stability.
Quality Control Measures
- Dimensional Tolerances:
The dimensional correctness of the produced items should be confirmed using precision measuring instruments like coordinate measuring machines (CMM), calipers, and micrometers. Ensuring proper fit in their intended uses depends on well-defined tolerances.
- Surface Finish:
Surface finishing is very important as many applications call for certain roughness levels. By means of quantitative data, surface roughness testers help to evaluate if the machining process satisfies the intended standards.
- Non-Destructive Testing (NDT):
Internal flaws may be found using NDT methods such as magnetic particle inspection, ultrasonic testing, or radiography without compromising the components. In sectors where component failure might have major repercussions, these techniques especially become crucial.
- Documentation and Traceability:
Quality assurance depends on careful maintenance of complete records of machining parameters, inspections, and heat treatments. These records may provide traceability and assist in resolving any problems developing during manufacturing.
Best Practices for CNC Machining 17-4 PH
- Pre-Machining Considerations:
Evaluate the material’s starting condition—including its heat treatment state—before beginning the machining operation. This evaluation will inform you of tooling and machining techniques.
- Toolpath Optimization:
Minimize non-cutting time and optimize tool paths using sophisticated CAD/CAM tools. Effective toolpath design may drastically save production time and increase machining efficiency.
- Regular Tool Maintenance:
Run a machining tool in a regular maintenance procedure. Frequent inspections and quick replacements help to avoid unexpected tool breakdowns and preserve constant component quality.
- Operator Training:
Make sure CNC operators handle 17-4 PH stainless steel with great training. Achieving the best outcomes depends on a knowledge of the features of the material and machining needs.
- Feedback Loops:
Provide means of feedback to constantly evaluate machining performance. By collecting information on machining times, tool wear, and surface finishes, one may aid in honing procedures and raising general effectiveness.
Conclusion
Using 17-4 PH stainless steel for CNC machining calls for exact control of machining parameters, careful equipment selection, and a complete awareness of the material’s qualities. Following top standards in tooling, speeds, feeds, and heat treatment can help producers create premium components that fit many different sectors. For demanding uses, 17-4 PH offers the perfect mix of strength, corrosion resistance, and adaptability. Achieving competitive advantages in the market will depend on knowing the nuances of machining this material as industries change.